Конденсаторная сварка
Для создания прочных металлических соединений сплавов, разнородных и однородных материалов на уровне межатомных связей используется контактная сварка. Во время этого процесса электрический ток нагревает металл до появления пластической деформации, а само соединение происходит за счет дополнительного прижимания частей друг к другу. Одним из вариантов точечной сварки является конденсаторная. Главным отличием этого процесса от других является способ накопления энергии для расплавления металла. Конденсаторная сварка проводится с применением предварительно запасенной на конденсаторах энергии.

Конденсаторная сварка на производстве
Основными частями оборудования будут один или несколько конденсаторов, которые накапливают заряд за счет поступления из источника постоянного напряжения. При достижении определенного уровня заряда электроды с конденсаторов подключают к точкам сварки. Электрический ток обеспечивает быстрое и сильное нагревание поверхности, приводящее к расплавлению металла и образованию точеного сварочного шва. Обычно каждый разряд конденсатора длится всего лишь 1-3 миллисекунды, за счет этого нагрев вне самой зоны практически не происходит.
Применение конденсаторной сварки
Современные автоматические производства способны обеспечить создание до 600 разрядов аккумулятора и точек соединения в минуту с четким соблюдением качественных характеристик сварки и повторяемости всех манипуляций. При этом для работы оборудования не требуются расходники в виде электродов (как для инверторной сварки) или сварочной проволоки (как для аргонодуговой сварки). Кроме того, для проведения работ не нужна охлаждающая жидкость.
С помощью конденсаторной сварки в радиоэлектронике можно соединять детали, которые бояться перегрева и не могут быть скреплены обычными флюсами. Этот вид сварки можно использовать для микроскопических элементов.
Конденсаторная сварка особенно востребована в кузовном ремонте автомобилей. Разряд не деформирует стенки деталей и не прожигает их, поэтому необходимость в рихтовке отпадает.
У конденсаторной сварки есть определенные недостатки, основным из которых является импульсная нагрузка. Эта нагрузка возникает в сети при быстром разряде конденсаторов. Такие импульсы создают помехи и могут привести к выходу из строя всего оборудования.
Виды сварки
Разряд от конденсаторов можно сразу пустить на место сварки или сделать это через вторичную обмотку конденсатора. В первом случае сварка будет называться бестрансформаторной, а во втором – трансформаторной. Первый вариант используется для стыковки, а последний вариант – при создании швов и в точечных работах.
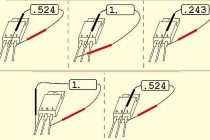
При ударно-конденсаторной сварке детали соединяются во время удара конденсатора через токосъемные контакты, причем в некоторых случаях этими контактами могут быть сами детали.
Рассмотрим, как происходит этот процесс при приваре шпилек, которые одновременно будут исполнять роль токосъемных контактов. Сначала необходимо обеспечить касание конца метиза и поверхности, с которой он должен быть соединен. Затем через метиз в район сварки подается разряд конденсатора. В результате этого образуется микродуга, и температура значительно повышается. Место контакта шпильки и поверхности детали расплавляется. С помощью давления метиз погружается в расплавленный слой. Затем сплав остывает и одновременно укрепляется, а метиз приваривается.

Приварка метизов с помощью разряда конденсатора
При трансформаторной сварке конденсатор после заряда подключается к понижающему трансформатору по первичной обмотке. На вторичной обмотке возникает потенциал, который меньше входящего импульса. Далее идет разряд, конденсатор опять начинает заряжаться, и энергия идет по первичной обмотке трансформатора. Затем весь процесс повторяется. Эта технология позволяет делать точные сварные швы путем проведения нескольких циклов операций до 5 разрядов за секунду.
Для бытовых аппаратов обычно используется трансформаторная сварка, потому что бестрансформаторное оборудование более громоздкое. Только одна батарея из конденсаторов должна иметь емкость около 100 тысяч микрофарад. Можно использовать для этих целей ионистор – это суперконденсатор, по размерам соизмеримый с обычным электролитическим, но с намного большей емкостью. Однако использование ионистора приводит к значительному удорожанию оборудования. Поэтому вариант с трансформаторной сваркой более предпочтителен.
В современном оборудовании мощность и частота разрядов конденсаторов регулируется через PIC-контроллеры. Всеми манипуляциями управляют через компьютер, а большинство процессов автоматизировано. Для работы на таком оборудовании нужно не только полностью прочитать описание, но и пройти курсы по обучению.
Самодельная конденсаторная сварка
Существуют разные варианты для создания самодельных сварочных аппаратов. Простая точечная сварка своими руками может быть проведена с использованием споттера – прибора, используемого при кузовном ремонте автомобиля. По виду это оборудование представляет собой силовой блок, к которому прикреплены с помощью гибкого шланга электроды или сварочный пистолет.
Для того чтобы собрать такой сварочный аппарат, потребуются:
- Трансформатор 5-20 Вт на 220 В с входным напряжением 5В – 1 штука;
- Трансформатор не менее 1000 Вт – 1 штука;
- Выпрямительные диоды с прямым током до 300 мА – 4 штуки;
- Электроды (если есть, то можно взять сварочный пистолет);
- Тиристор КУ 202 или Т142-80-16 (на схеме устаревший вариант ПТЛ-50) – 1 штука;
- Электролитический конденсатор 1000,0 х25 В – 1 штука;
- Медный провод с сечением от 35мм2 – минимум 1 метр.
Также необходимы предохранители и переключатели, а при желании и корпус.

Схема самодельного споттера
Как происходит конденсаторная сварка своими руками? В конструкции споттера можно выделить 2 основных узла:
- реле с тиристором V9;
- сварочный трансформатор Т2.
Подключение обмотки идет через диодный мост V5-V8, в который диагонально подключено электронное реле. Во время работы в положении «Включено» у выключателя S1 напряжение от источника питания идет на первичную обмотку трансформатора Т1. За счет этого конденсатор заряжается. При этом у трансформатора Т2 обмотка обесточена, а тиристор V9 закрыт. При нажатии на кнопку S3 заряд от конденсатора через переменные резистор R1 поступает к управляющему электроду тиристора V9. Ток отрывает тиристор, напряжение идет через первичную обмотку трансформатора Т2, во вторичной обмотке возникает мощный импульс длительностью примерно в 0,1 секунды. По окончании разряда конденсатора С1 система приходит в первоначальное состояние.
Данный аппарат можно использовать для небольших сварочных работ, соединить с его помощью арматуру или трубы не получится.
Видео
 0
1466
0
1466
 0
524
0
524
 0
640
0
640
 0
1442
0
1442
 0
1509
0
1509
 0
1639
0
1639
 0
1480
0
1480
 0
388
0
388
 0
1397
0
1397















